

1. Сфера застосування
Цей посібник містить ковані трикомпонентні кульові крани з електричним, пневматичним, гідравлічним і газовим фланцевим з’єднанням і повністю зварні кульові крани з номінальним розміром NPS 8~36 і класом 300~2500.
2. Опис продукту
2.1 Технічні вимоги
2.1.1 Стандарт проектування та виробництва: API 6D、ASME B16.34
2.1.2 Стандарт наскрізного з’єднання: ASME B16.5
2.1.3 Стандарт розміру "обличчя до обличчя": ASME B16.10
2.1.4 Стандарт тиску та температури: ASME B16.34
2.1.5 Перевірка та випробування (включаючи гідравлічне випробування): API 6D
2.1.6 Випробування на вогнестійкість: API 607
2.1.7 Обробка на стійкість до вмісту сірки та перевірка матеріалів (стосовно кислих продуктів): NACE MR0175/ISO 15156
2.1.8 Випробування на неконтрольовані викиди (застосовується до кислих продуктів): відповідно до BS EN ISO 15848-2, клас B.
2.2 Будова кульового крана
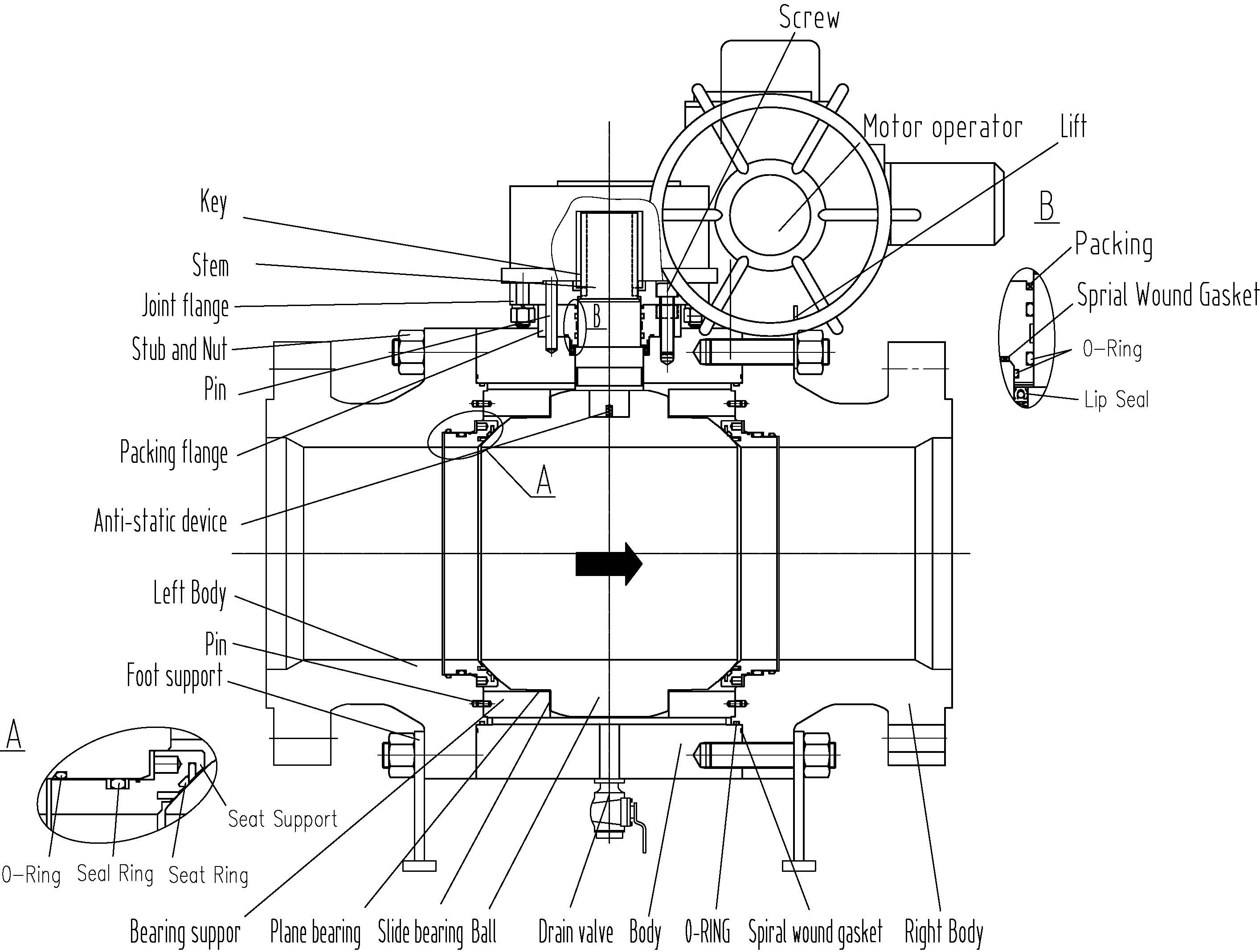
Малюнок 1 Три ковані кульові крани з цапфою з електричним приводом
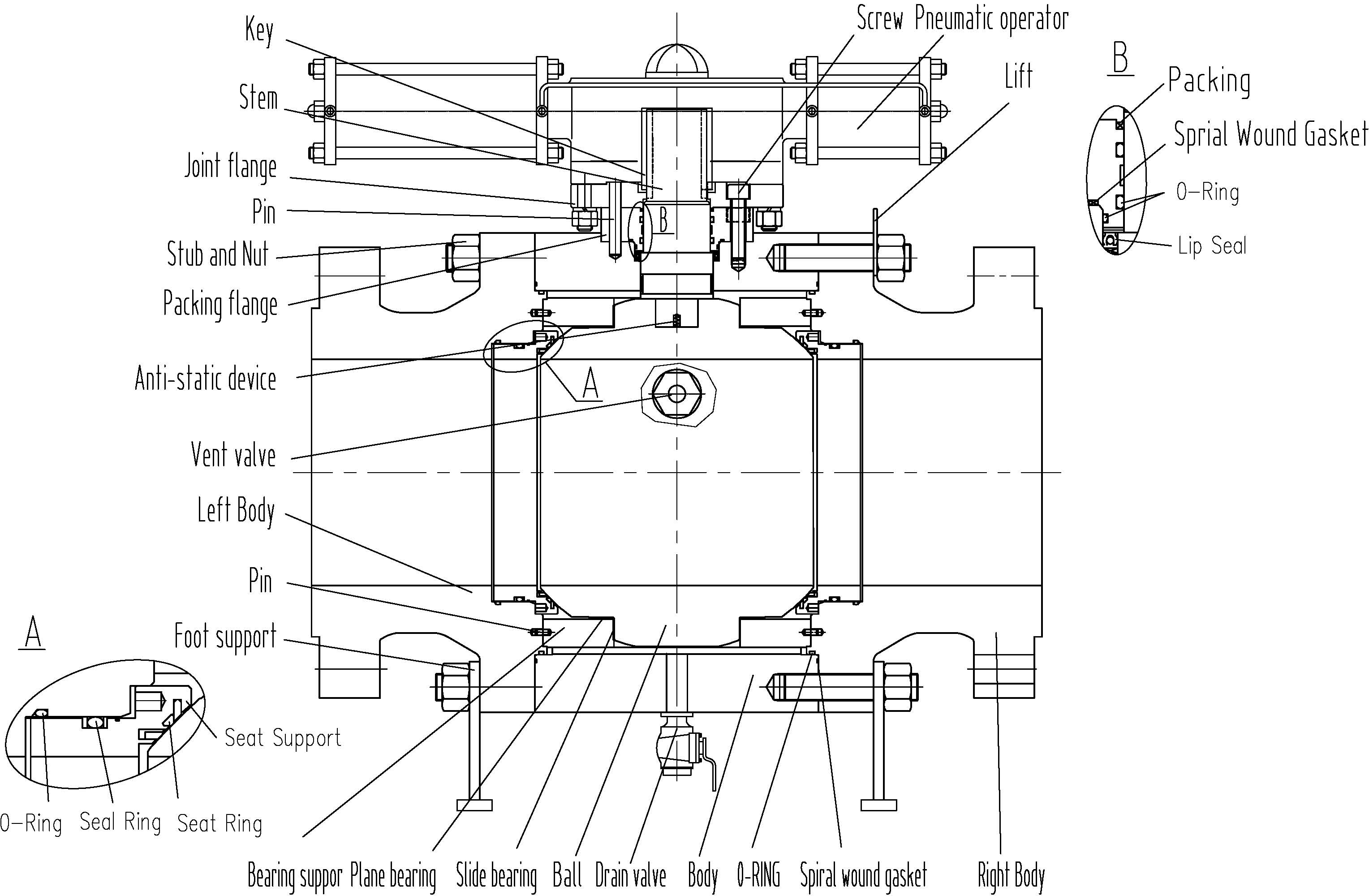
Малюнок 2 Три ковані цапфові кульові крани з пневматичним приводом
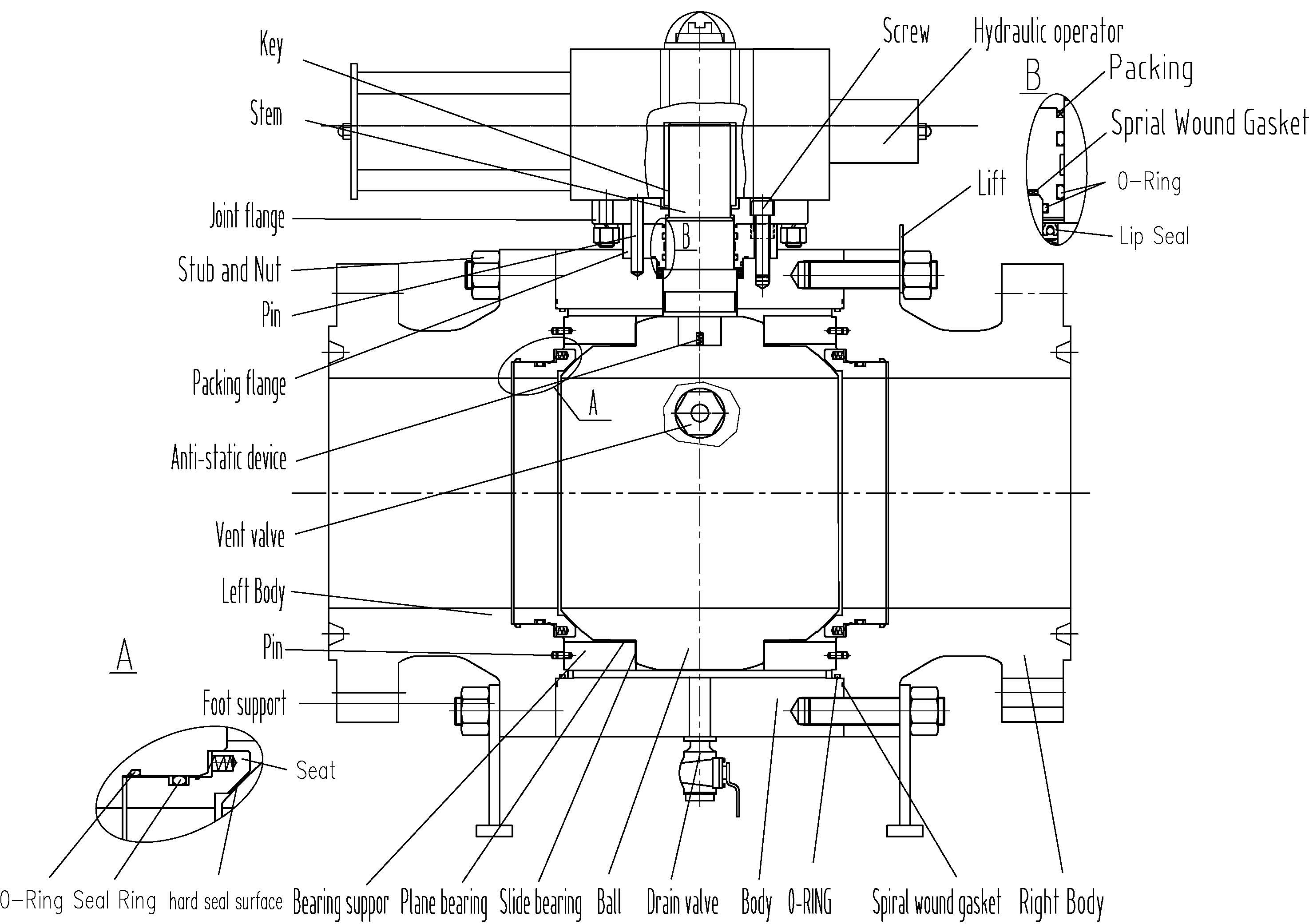
Малюнок 3 Три ковані цапфові кульові крани з гідравлічним приводом
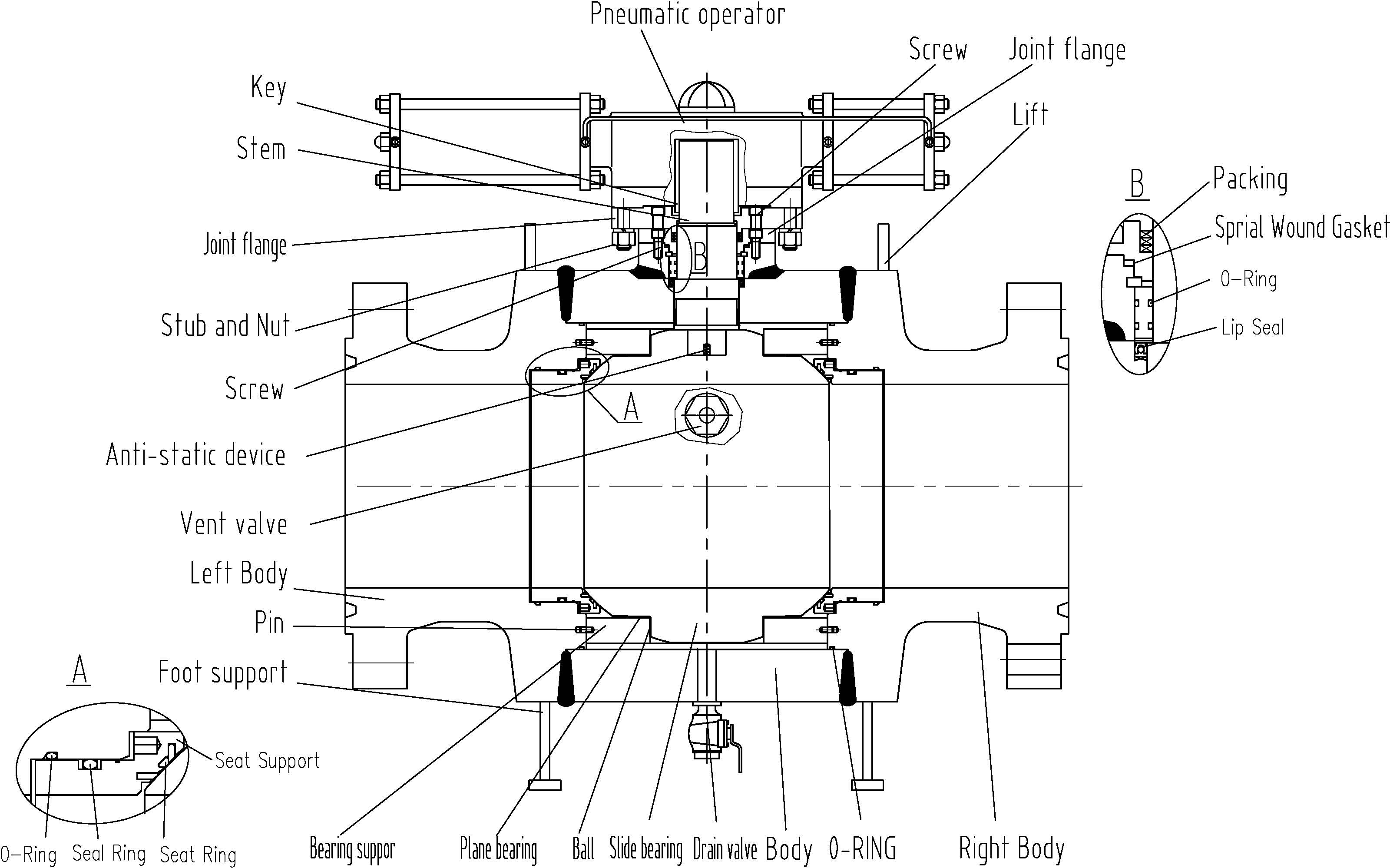
Рисунок 4 Повністю зварні кульові крани з пневматичним приводом
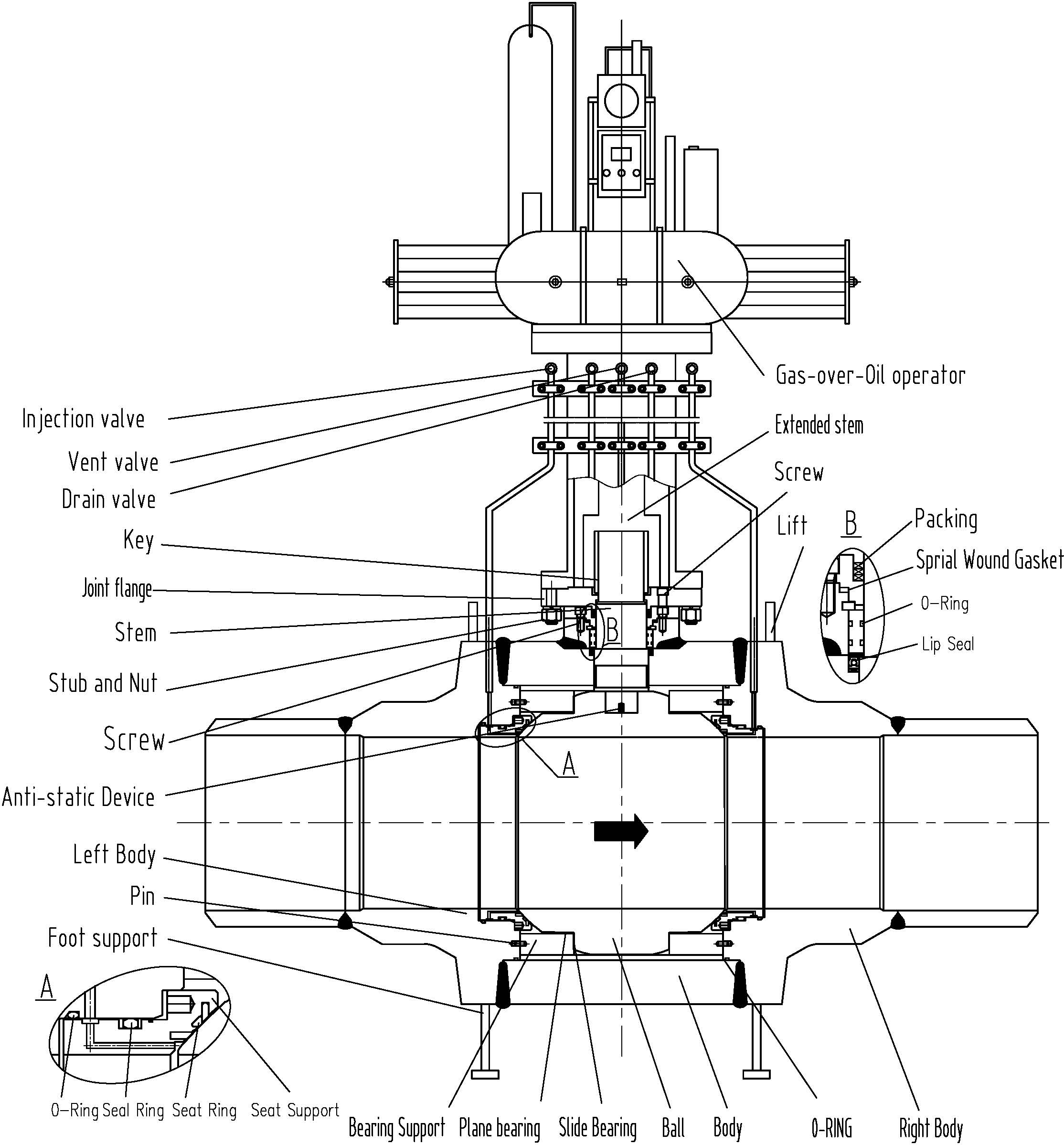
Малюнок 5 Заглиблені повністю зварні кульові крани з масло-газовим приводом
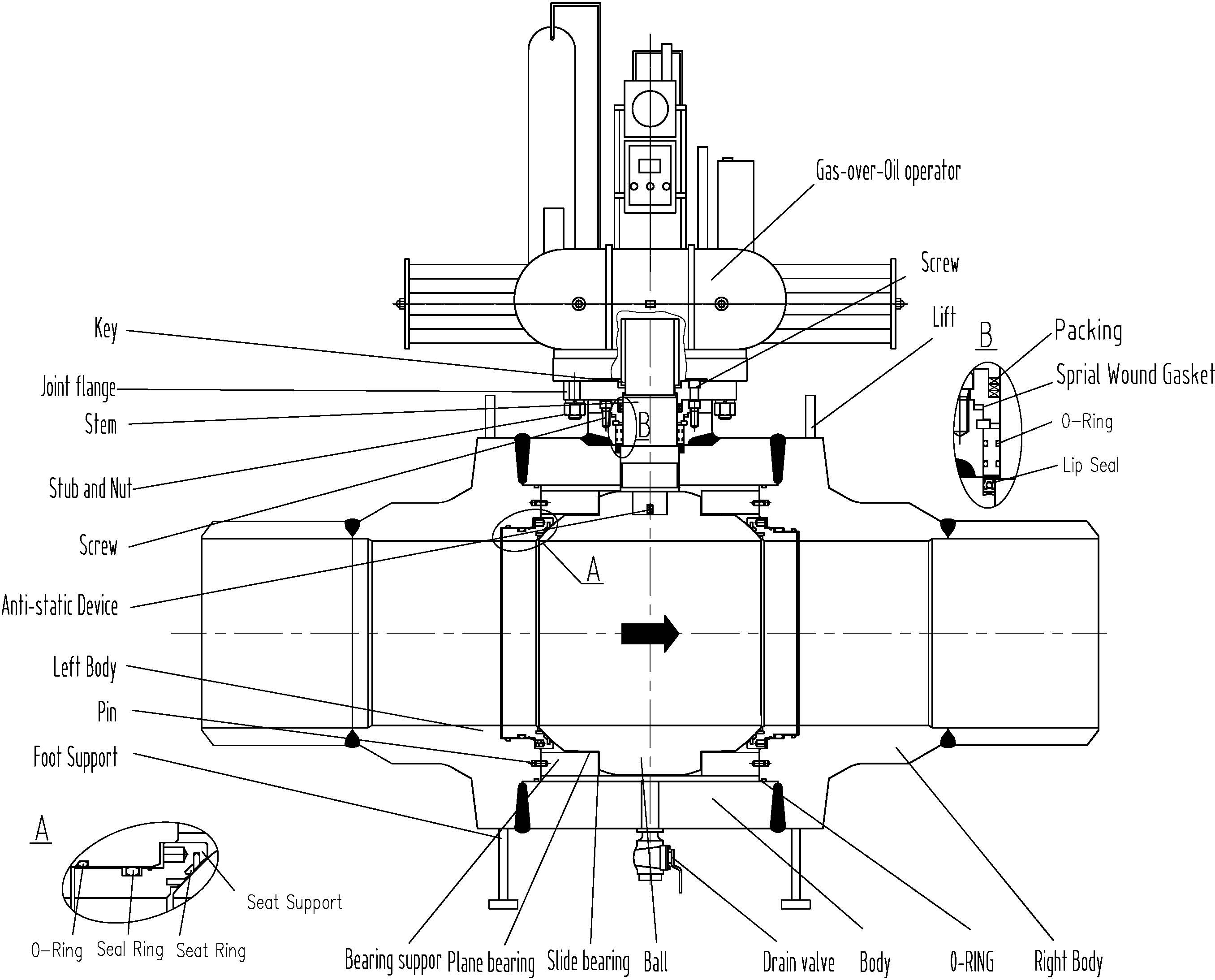
Малюнок 6 Повністю зварні кульові крани з масло-газовим приводом
3. Монтаж
3.1 Передмонтажна підготовка
(1) Обидва кінцеві трубопроводи клапана готові.Передня і задня частини трубопроводу повинні бути коаксіальними, дві ущільнювальні поверхні фланців повинні бути паралельними.
(2) Слід видалити чисті трубопроводи, жирний бруд, зварювальний шлак та всі інші домішки.
(3) Перевірте маркування кульового крана, щоб визначити кульові крани в хорошому стані.Клапан має бути повністю відкритий і повністю закритий, щоб переконатися, що він працює належним чином.
(4) Зніміть захисні аксесуари в з’єднанні обох кінців клапана.
(5) Перевірте отвір клапана та ретельно його очистіть.Сторонні предмети між сідлом клапана/кільцем сідла та кулькою, навіть якщо лише гранули, можуть пошкодити поверхню ущільнення сідла клапана.
(6) Перед встановленням уважно перевірте паспортну табличку, щоб переконатися, що тип клапана, розмір, матеріал сідла та ступінь тиску та температури відповідають умовам трубопроводу.
(7) Перед встановленням перевірте всі болти та гайки в з’єднанні клапана, щоб переконатися, що він затягнутий.
(8) Обережне пересування під час транспортування, кидання або падіння заборонено.
3.2 Встановлення
(1) Клапан, встановлений на трубопроводі.Щодо вимог щодо потоку середовища для клапана, переконайтеся, що передня та нижня потоки відповідають напрямку клапана, який буде встановлено.
(2) Між фланцем клапана та фланцем трубопроводу слід встановити прокладки відповідно до вимог конструкції трубопроводу.
(3) Болти фланця повинні бути симетричними, послідовними, рівномірно затягнутими
(4) З’єднувальні клапани, зварені встик, повинні принаймні відповідати таким вимогам, коли їх зварюють для встановлення в системі трубопроводу на місці:
a.Зварювання повинен проводити зварник, який має кваліфікаційне свідоцтво зварника, затверджене Держкотехслужбою;або зварювальник, який отримав кваліфікаційний сертифікат зварника, визначений ASME Vol.Ⅸ.
b.Параметри процесу зварювання повинні бути обрані відповідно до інструкції із забезпечення якості зварювального матеріалу
в.Хімічний склад, механічні характеристики та корозійна стійкість присадного металу зварного шва повинні бути сумісні з основним металом
(5) Під час підйому за вушко або шийку клапана та кріплення ланцюга стропа до ручного колеса, коробки передач або інших приводів заборонено. Крім того, слід звернути увагу на з’єднувальний кінець клапанів, щоб захистити його від пошкодження.
(6) Корпус зварного кульового крана зварного шва 3 "у будь-якій точці на зовнішній стороні температура нагрівання не повинна перевищувати 200 ℃. Перед зварюванням слід вжити заходів для запобігання домішок, таких як зварювальний шлак, у процес потрапляння в канал корпусу або ущільнення сідла.Трубопровід, через який надходить чутливе корозійне середовище, має бути виміряно твердість зварного шва.Твердість зварювального шва та основного матеріалу не перевищує HRC22.
(7) Під час встановлення клапанів і приводів вісь черв’яка приводу має бути перпендикулярною до осі трубопроводу
3.3 Перевірка після встановлення
(1) Відкриття та закриття 3-5 разів для кульових кранів і приводів не повинно бути заблоковано, і це підтверджує, що клапани можуть працювати нормально.
(2) З’єднувальна поверхня фланця між трубопроводом і кульовим краном повинна бути перевірена на герметичність відповідно до вимог конструкції трубопроводу.
(3) Після встановлення, випробування тиском системи або трубопроводу, клапан повинен бути в повністю відкритому положенні.
4 .Експлуатація, зберігання та обслуговування
4.1 Кульовий кран відкривається та закривається на 90 °, кульовий кран використовується лише для перемикання, а не для регулювання!Забороняється, щоб клапан використовувався у вищевказаних границях температури та тиску, а також у частих змінних тиску, температури та робочих умов використання.Ступінь тиску та температури має відповідати стандарту ASME B16.34.У разі витоку при високій температурі болти слід знову затягнути.Не допускайте ударного навантаження, а явище високого стресу не допускає появи при низькій температурі.Виробники не несуть відповідальності, якщо аварія станеться через порушення правил.
4.2 Користувач повинен регулярно заливати мастило (мастило), якщо є клапани мастила, які належать до типу мастила.Час повинен бути встановлений користувачем відповідно до частоти відкривання клапана, зазвичай один раз на три місяці;якщо є будь-які мастильні клапани, які належать до ущільнювального типу, ущільнювальне мастило або м’яке ущільнювальне ущільнення слід заповнювати вчасно, якщо користувачі знаходять витік, і це гарантує відсутність витоку.Користувач завжди підтримує обладнання в належному стані!Якщо під час гарантійного періоду (згідно з договором) виникають проблеми з якістю, виробник повинен негайно виїхати на місце події та вирішити проблему.Якщо гарантійний термін перевищує гарантійний термін (відповідно до договору), як тільки користувач потребує нас для вирішення проблеми, ми негайно виїдемо на місце події та вирішимо проблему.
4.3 Клапани ручного керування, що обертаються за годинниковою стрілкою, мають бути закриті, а клапани ручного керування, які обертаються проти годинникової стрілки, мають бути відкритими.Коли інші способи, кнопка блоку керування та інструкції повинні узгоджуватися з перемикачем клапанів.І уникнути неправильної операції буде уникнути.Виробники несуть відповідальність через помилки в експлуатації.
4.4 Клапани слід регулярно обслуговувати після використання.Необхідно часто перевіряти ущільнювальну поверхню та стирання, наприклад, якщо упаковка старіє або виходить з ладу;якщо на корпусі виникає корозія.Якщо трапилася вищевказана ситуація, необхідно вчасно відремонтувати або замінити.
4.5 Якщо середовищем є вода або масло, рекомендується перевіряти та обслуговувати клапани кожні три місяці.А якщо середовище є корозійним, рекомендується щомісяця перевіряти та обслуговувати всі клапани або їх частини.
4.6 Кульовий кран зазвичай не має теплоізоляційної конструкції.Коли середовище має високу або низьку температуру, не можна торкатися поверхні клапана, щоб запобігти опіку або обмороженню.
4.7 Поверхня клапанів, штока та інших частин легко покриває пил, масло та інфікуючу речовину.І клапан повинен бути легко стирання та корозії;навіть це спричинено теплом тертя, що створює ризик вибухонебезпечного газу.Тому клапан слід часто чистити, щоб забезпечити хорошу роботу.
4.8 При ремонті та технічному обслуговуванні клапана слід використовувати ущільнювальні кільця, прокладки, болти та гайки з оригінального розміру та матеріалу.Ущільнювальні кільця та прокладки клапанів можуть бути використані як запасні частини для ремонту та технічного обслуговування за замовленням.
4.9 Забороняється знімати з’єднувальну пластину для заміни болтів, гаек і ущільнювальних кілець, коли клапан знаходиться під тиском.Після гвинтів, болтів, гаек або ущільнювальних кілець клапани можна повторно використовувати після перевірки на герметичність.
4.10 Загалом, внутрішні частини клапанів слід віддавати перевагу ремонту та заміні, найкраще використовувати для заміни частини виробників.
4.11 Клапани повинні бути зібрані та відрегульовані після ремонту арматури.І їх слід тестувати після того, як вони зібрані.
4.12 Не рекомендується, щоб користувач продовжував ремонтувати напірний клапан.Якщо деталі для підтримки тиску використовувалися протягом тривалого часу та можливий нещасний випадок, навіть це вплине на безпеку користувача.Користувачі повинні своєчасно замінити новий клапан.
4.13 Місце приварювання засувки на трубопроводі ремонтувати забороняється.
4.14 Засувки на трубопроводі не допускаються;це просто для прогулянок і як будь-які важкі предмети на ньому.
4.15 Торці повинні бути закриті щитом у сухому та провітрюваному приміщенні, щоб забезпечити чистоту порожнини клапана.
4.16 Великі клапани повинні бути підперті та не мати контакту з землею, коли вони зберігаються на відкритому повітрі. Крім того, слід звернути увагу на водонепроникний захист від вологи.
4.17 При повторному використанні клапана для тривалого зберігання необхідно перевірити ущільнення на недійсність і залити мастило в обертові частини.
4.18 Умови роботи клапана повинні бути чистими, оскільки це може продовжити термін його служби.
4.19 Клапан для тривалого зберігання слід регулярно перевіряти та видаляти бруд.Ущільнювальна поверхня повинна бути чистою, щоб запобігти її пошкодженню.
4.20 Оригінальна упаковка зберігається;поверхню клапанів, вал штока та фланець слід звернути увагу на захист ущільнювальної поверхні фланця.
4.21 Порожнина клапанів не допускається дренажувати, якщо відкриття та закриття не досягає призначеного положення.
5. Можливі проблеми, причини та заходи щодо усунення (див. форму 1)
Форма 1 Можливі проблеми, причини та заходи щодо усунення
| Опис проблеми | Можлива причина | Лікувальні заходи |
| Витік між ущільнювальною поверхнею | 1. Брудна ущільнювальна поверхня2.Ущільнювальна поверхня пошкоджена | 1. Видалити бруд2.Повторно відремонтуйте або замініть його |
| Витік на ущільненні штока | 1. Сила притискання упаковки недостатня2.Пошкоджена упаковка через тривалу службу 3. Ущільнювальне кільце для сальника несправне | 1. Рівномірно затягніть гвинти, щоб ущільнити упаковку2.Замінити упаковку
|
| Витік у з'єднанні між корпусом клапана та лівим і правим корпусом | 1.Нерівне кріплення з’єднувальних болтів2.Пошкоджена поверхня фланця 3. Пошкоджені прокладки | 1. Рівномірно затягнутий2.Відремонтуйте його 3. Замініть прокладки |
| Витік мастильного клапана | Сміття знаходиться всередині мастильних клапанів | Очистіть невеликою кількістю миючої рідини |
| Пошкодив мастильний клапан | Встановіть і замініть допоміжне мастило після зниження тиску в трубопроводі | |
| Витік зливного клапана | Пошкодив ущільнювач зливного клапана | Ущільнення зливних клапанів слід перевірити та очистити або замінити безпосередньо.Якщо він серйозно пошкоджений, зливні клапани слід замінити безпосередньо. |
| Коробка передач/привід | Несправності коробки передач/приводу | Відрегулюйте, відремонтуйте або замініть коробку передач і привод відповідно до специфікацій коробки передач і приводу |
| Водіння не гнучке або кулька не відкривається чи не закривається. | 1. Сальник і сполучний пристрій перекошені2.Стовбур та його частини пошкоджені або забруднені. 3. Багато разів для відкриття та закриття та бруду на поверхні м'яча | 1. Відрегулюйте упаковку, пакувальну коробку або з’єднувальний пристрій. 2. Відкрийте, відремонтуйте та видаліть стічні води 4. Відкрийте, очистіть і видаліть стічні води |
Примітка: обслуговуючий персонал повинен мати відповідні знання та досвід роботи з клапанами
Час розміщення: 19 травня 2022 р